Produktionsprozessablauf und Inspektionsablauf
Mit über 9.000 hochqualifizierten Mitarbeitern und 293 fortschrittlichen Produktionslinien, verteilt auf 13 Fabriken, haben wir im Jahr 2022 20 Millionen Tonnen Stahlrohre produziert und der Umsatz belief sich im Jahr 2018 auf über 160 Millionen US-Dollar. 17 Jahre in Folge gehört Youfa zu den TOP 500 Unternehmen in der chinesischen Fertigungsindustrie seit 2006.
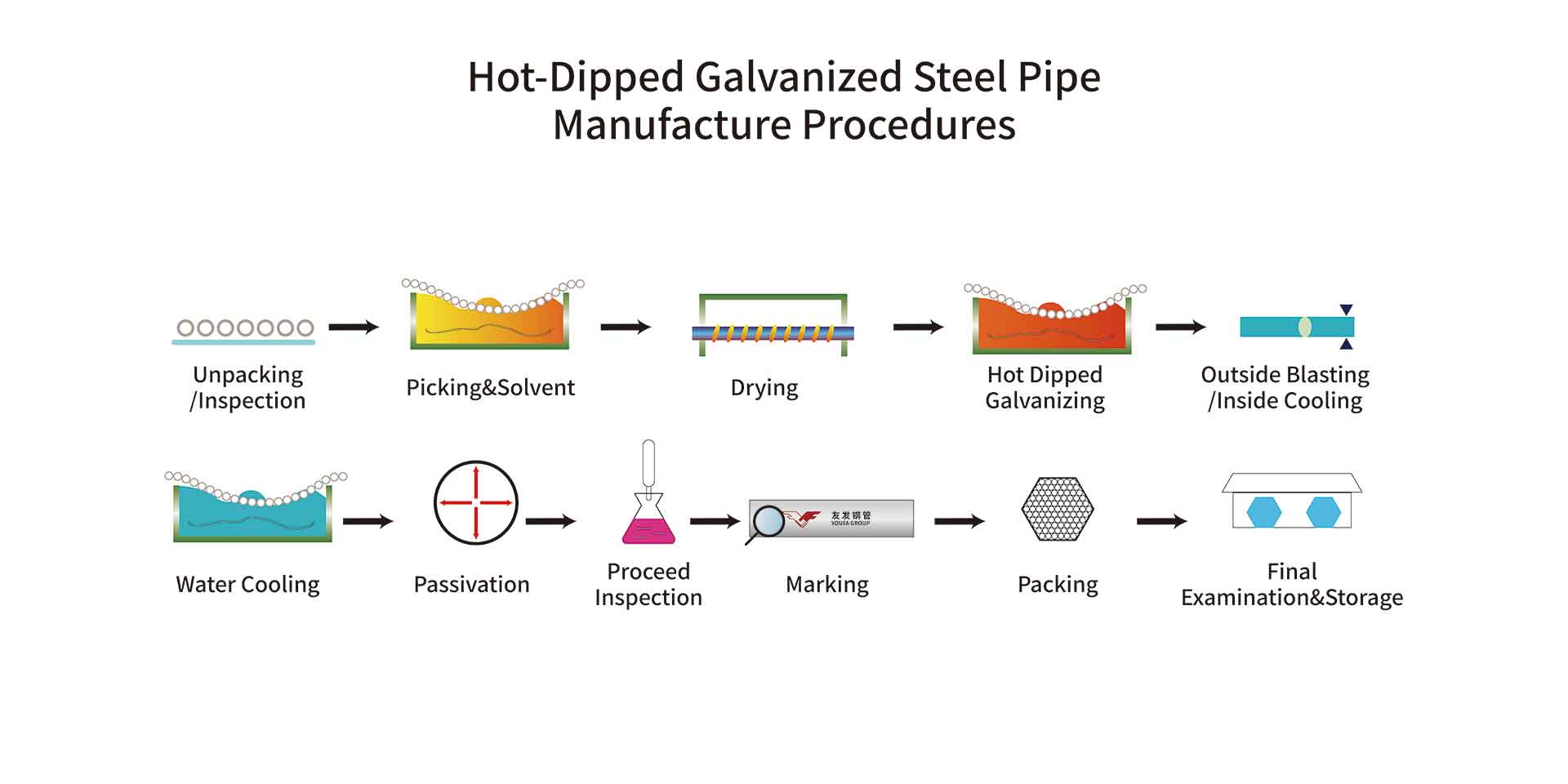
Feuerverzinktes Stahlrohr
Herstellungsverfahren
01.Auspacken/Inspektion→02.Entnahme und Lösungsmittel→03.Trocknen→04.Feuerverzinkung→05.Außenstrahlen/Innenkühlung→06.Wasserkühlung→07.Passivierung→08.Vorgangsinspektion→09.Markierung→10.Verpacken→ 11. Abschlussprüfung und Lagerung
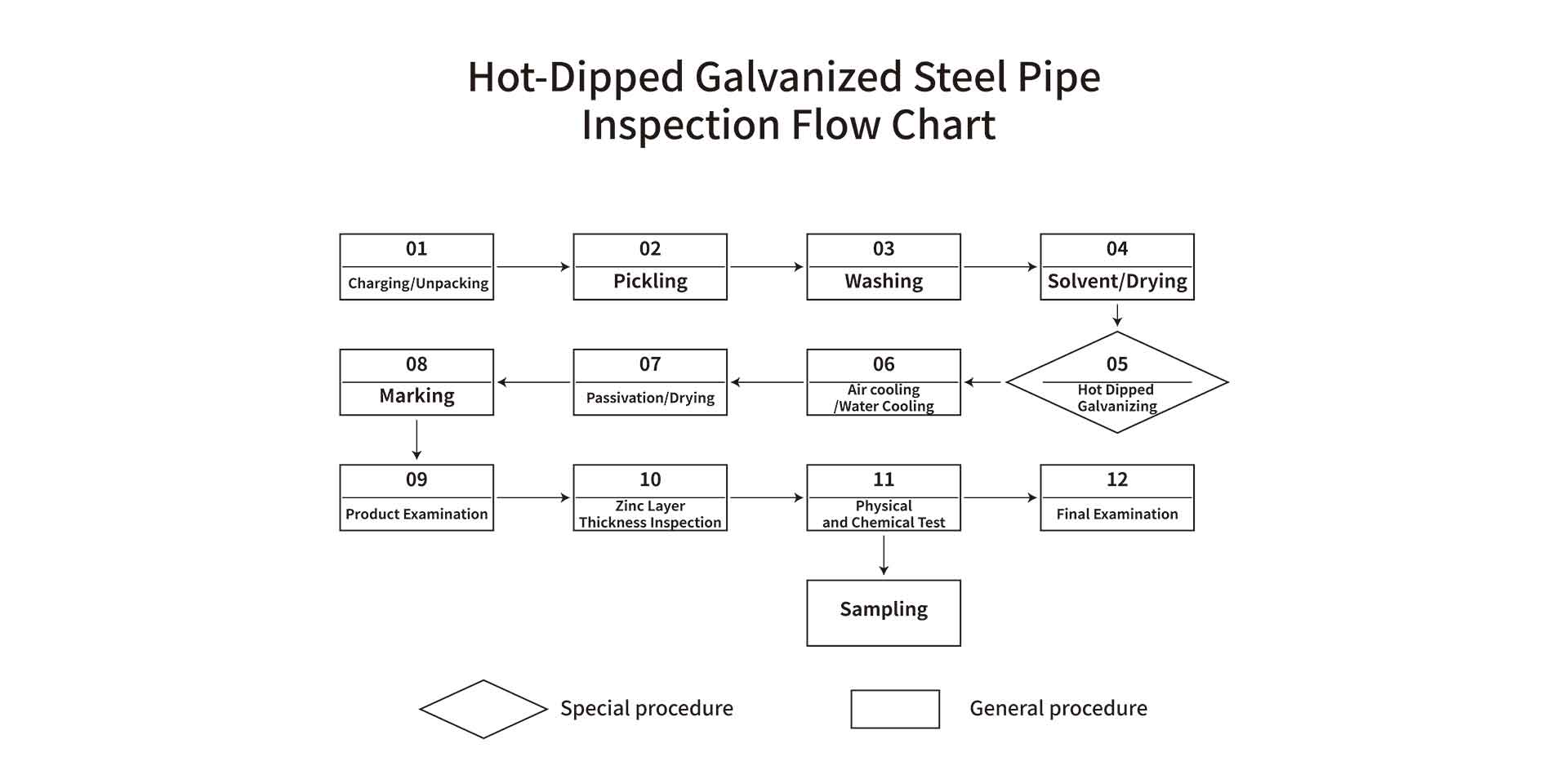
Feuerverzinktes Stahlrohr
Inspektionsflussdiagramm
01.Beladen/Auspacken→02.Beizen→03.Waschen→04.Lösungsmittel/Trocknen→05.Feuerverzinkung→06.Luftkühlung/Wasserkühlung→07.Passivierung/Trocknung→08.Markierung→09.Produktprüfung→10 .Prüfung der Zinkschichtdicke→11.Physikalischer und chemischer Test→12.Abschlussprüfung
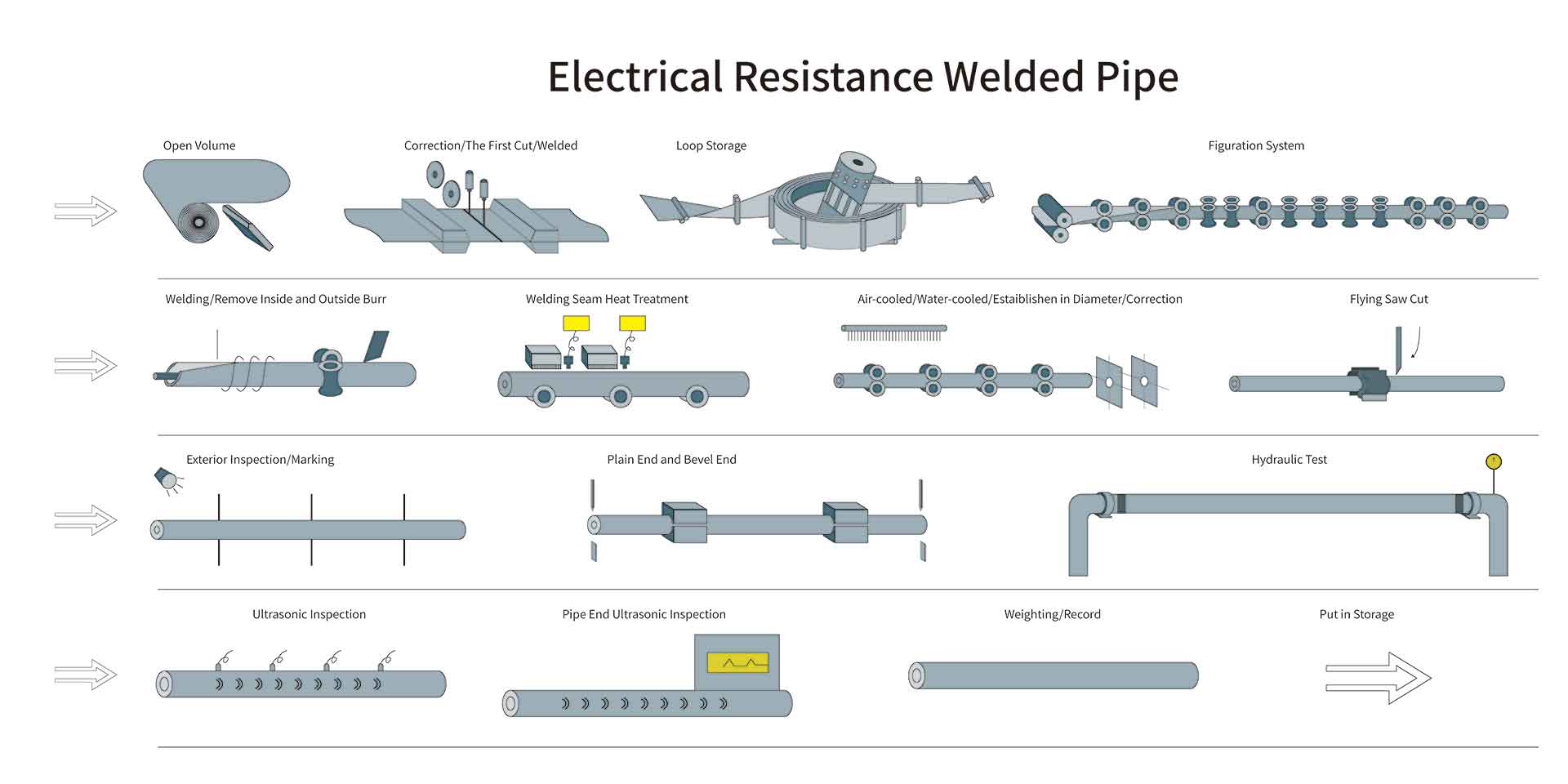
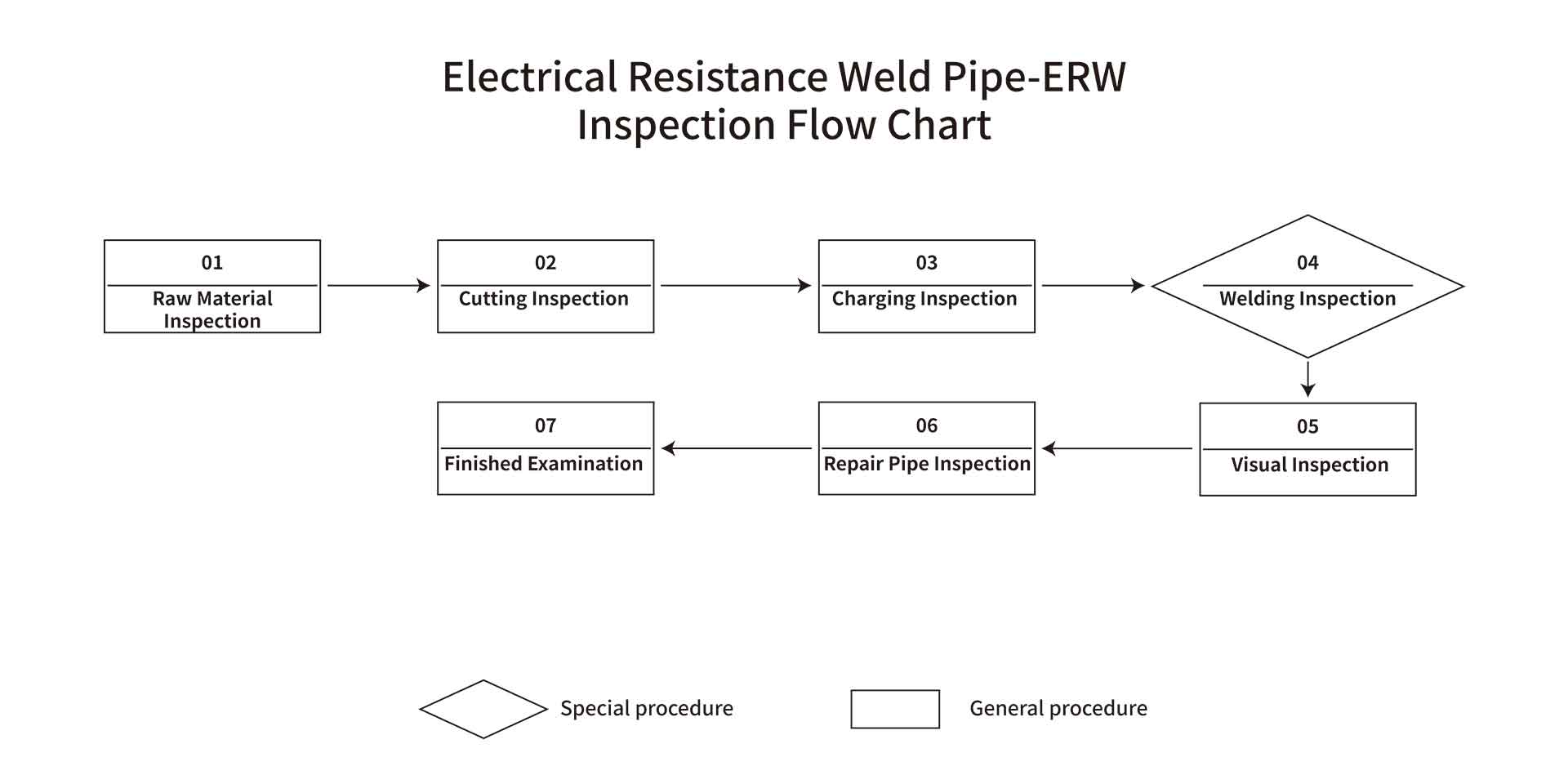
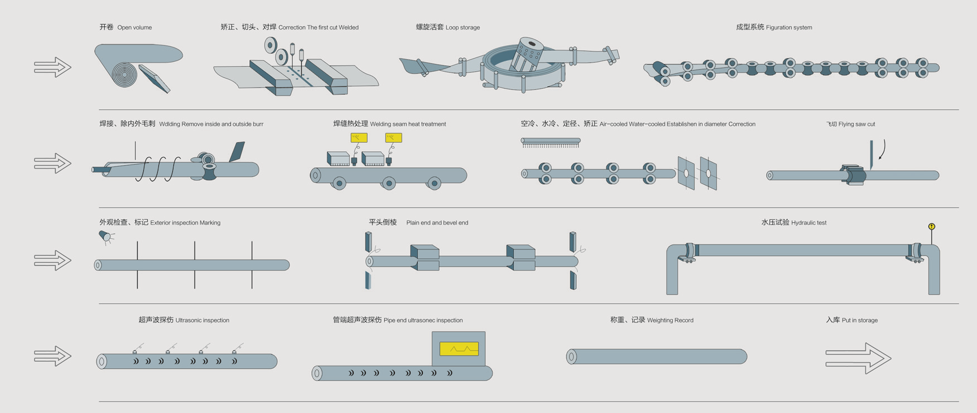
Elektrisches Widerstandsschweißrohr-ERW
Herstellungsverfahren
01.Offenes Volumen→02.Korrektur/Der erste Schnitt/Geschweißt→03.Schlaufenspeicherung→04.Figurationssystem→05.Schweißen/Innen- und Außengrat entfernen→06.Wärmebehandlung der Schweißnaht→07.Luftgekühlt/Wassergekühlt abgekühlt/Festlegen im Durchmesser/Korrektur→08.Fliegender Sägeschnitt→09.Außenprüfung/Markierung→10.Ende glatt und abgeschrägt Ende→11.Hydraulische Prüfung→12.Ultraschallprüfung→13.Rohrende-Ultraschallprüfung→14.Gewichtung/Aufzeichnung→15.Einlagern
Elektrisches Widerstandsschweißrohr-ERW
Inspektionsflussdiagramm
01. Rohmaterialinspektion →02.Schneideinspektion →03.Ladeinspektion →04.Schweißinspektion→05.Sichtprüfung→06.Reparaturrohrinspektion →07.Abgeschlossene Prüfung
Wir testen Rohstoffe und Produktionsprozesse nach verschiedenen Standards, um sicherzustellen, dass die Produkte den Standards oder Vertragsanforderungen entsprechen.
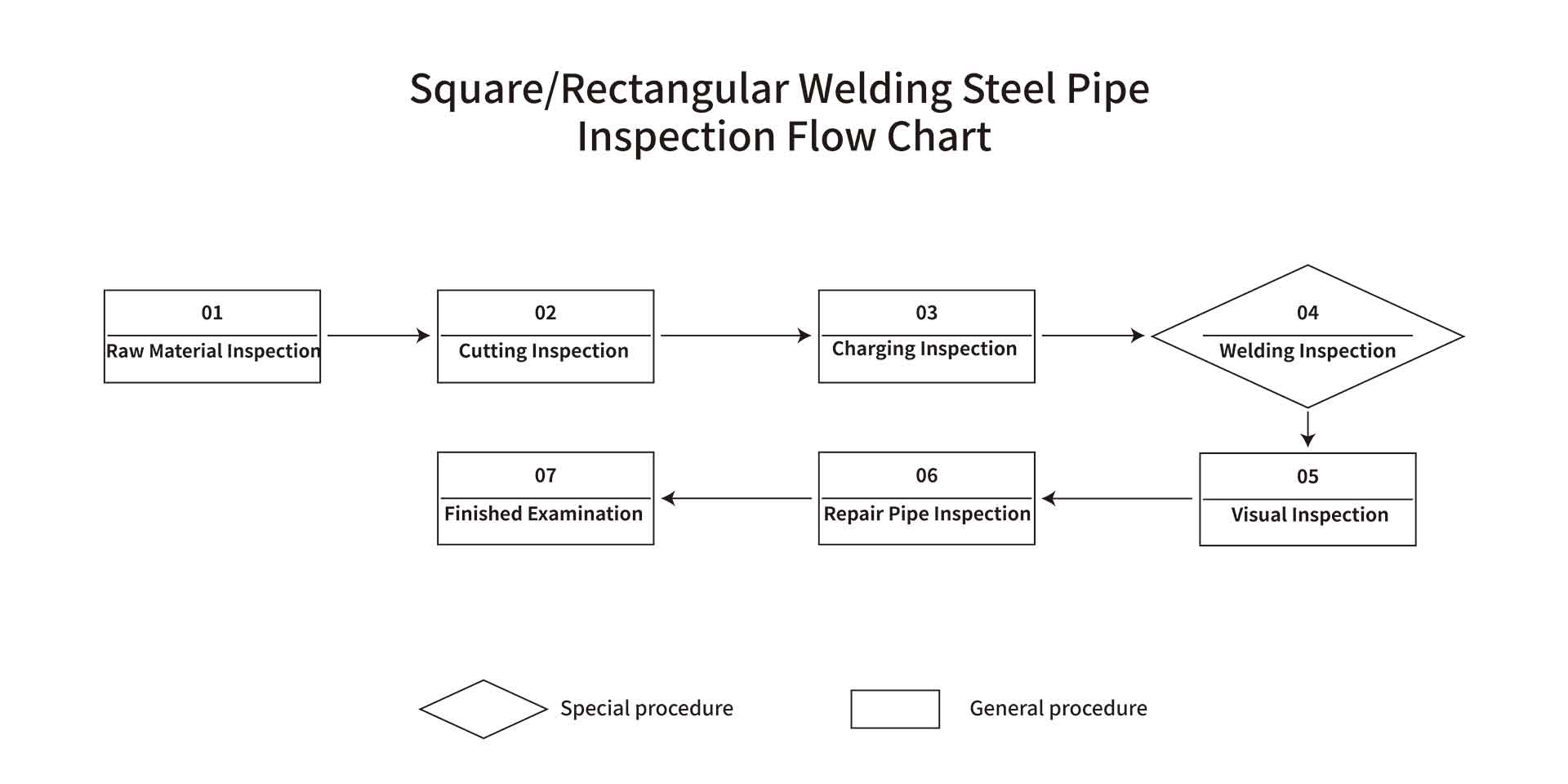
Quadratisches/rechteckiges Schweißstahlrohr
Inspektionsflussdiagramm
01. Rohmaterialinspektion →02.Schneideinspektion →03.Ladeinspektion →04.Schweißinspektion→05.Sichtprüfung→06.Reparaturrohrinspektion →07.Abgeschlossene Prüfung
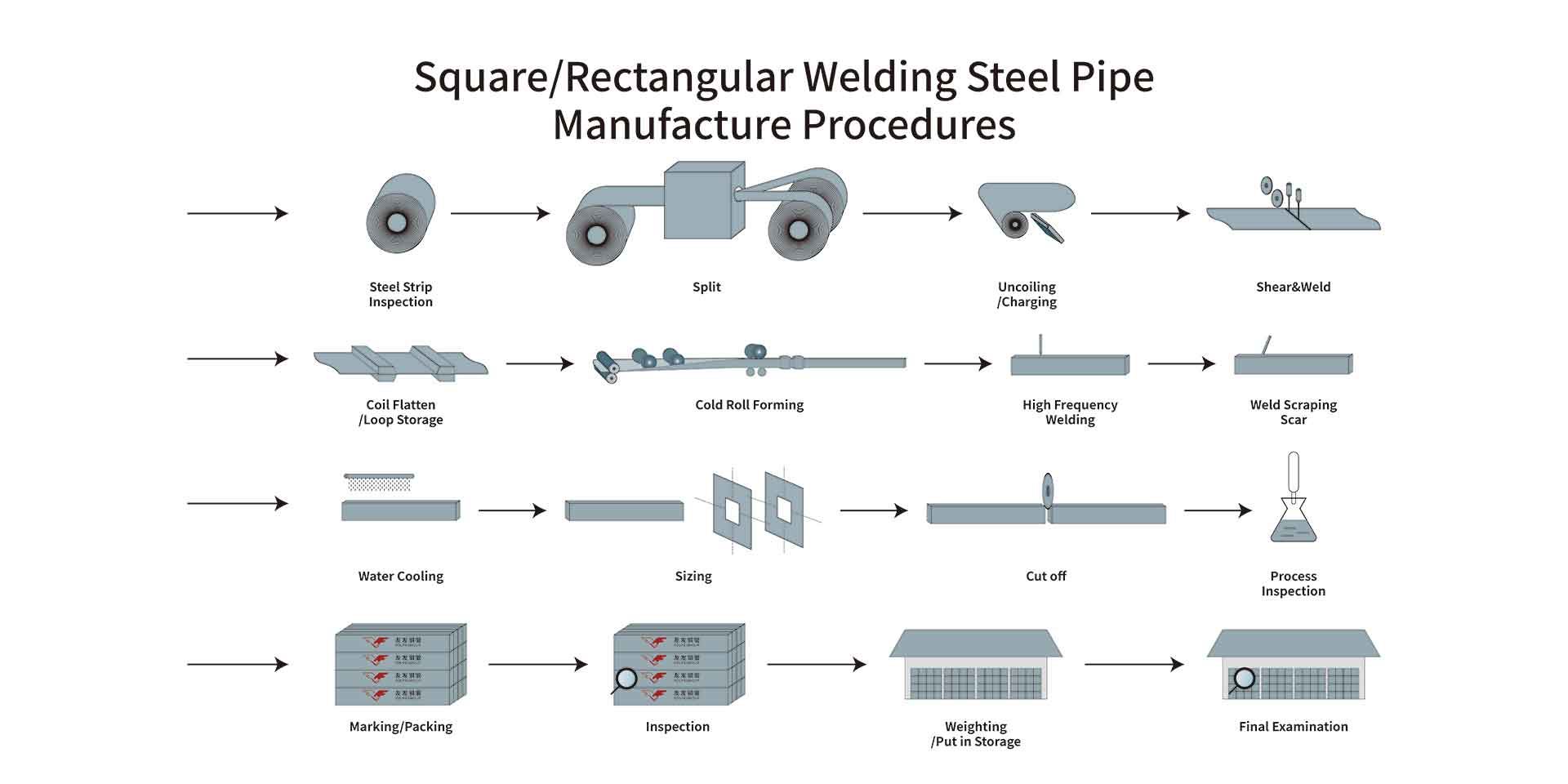
Quadratisches/rechteckiges Schweißstahlrohr
Herstellungsverfahren
01. Stahlbandinspektion→02.Teilen→03.Abwickeln/Laden→04.Scheren und Schweißen→05.Coil-Abflachung/Loop-Lagerung→06.Kaltwalzformen→07.Hochfrequenzschweißen→08.Schweißnarbe→09.Wasserkühlung →10.Formatierung→11.Abschneiden→12.Verarbeiten Inspektion→13.Markierung/Verpackung→14.Inspektion→15.Wiegen/Einlagern→16.Abschlussprüfung
Feuerverzinktes quadratisches/rechteckiges Schweißstahlrohr
Inspektionsflussdiagramm
01. Raq-Materialinspektion→02.Beizinspektion→03.Feuerverzinkungsinspektion→04.Sprinkling-Passivierungsinspektion→05.Markierungsinspektion→06.Verpackungsinspektion→07.Abschlussprüfung
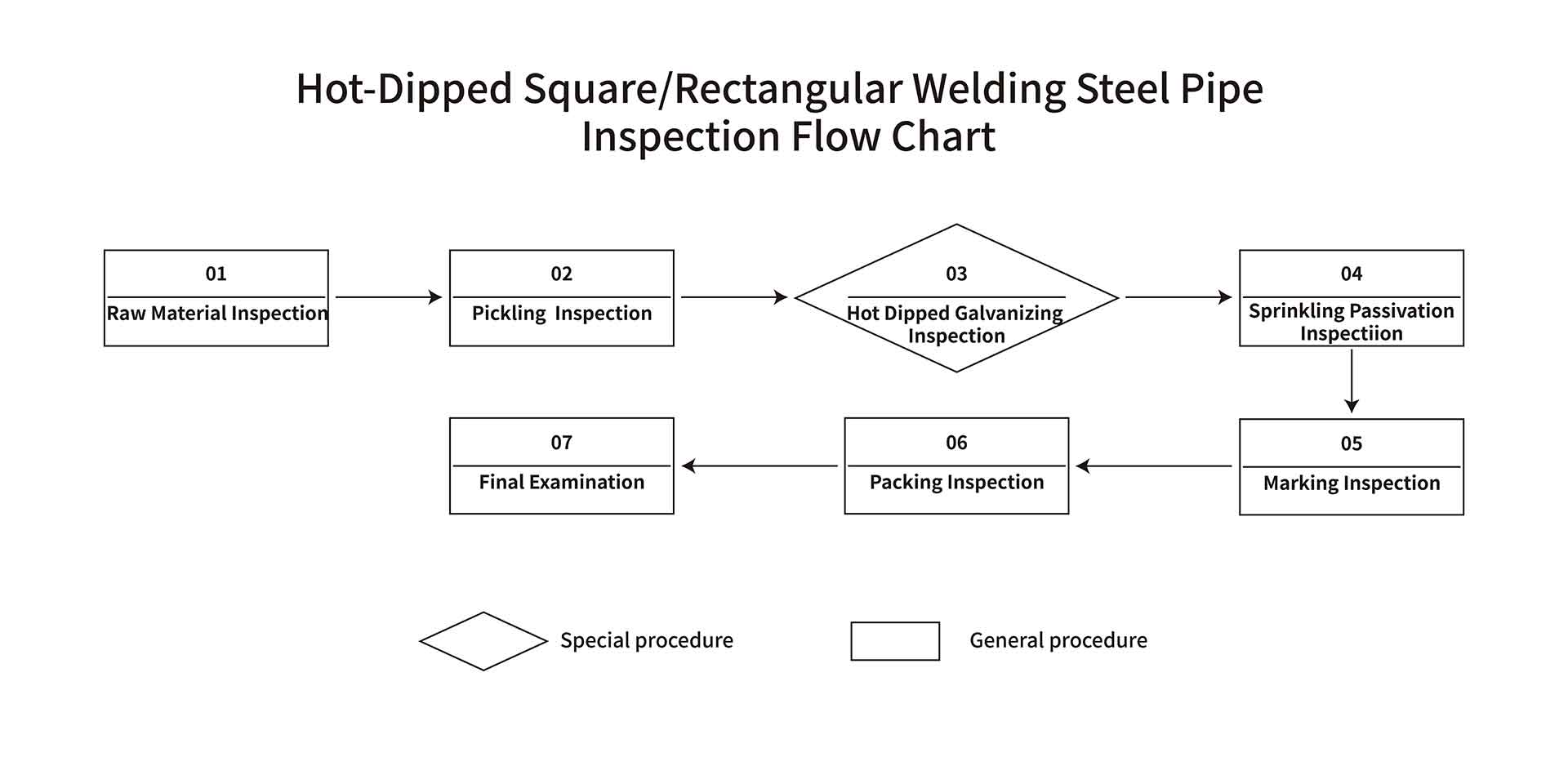
Wir testen Rohstoffe und Produktionsprozesse nach verschiedenen Standards, um sicherzustellen, dass die Produkte den Standards oder Vertragsanforderungen entsprechen.
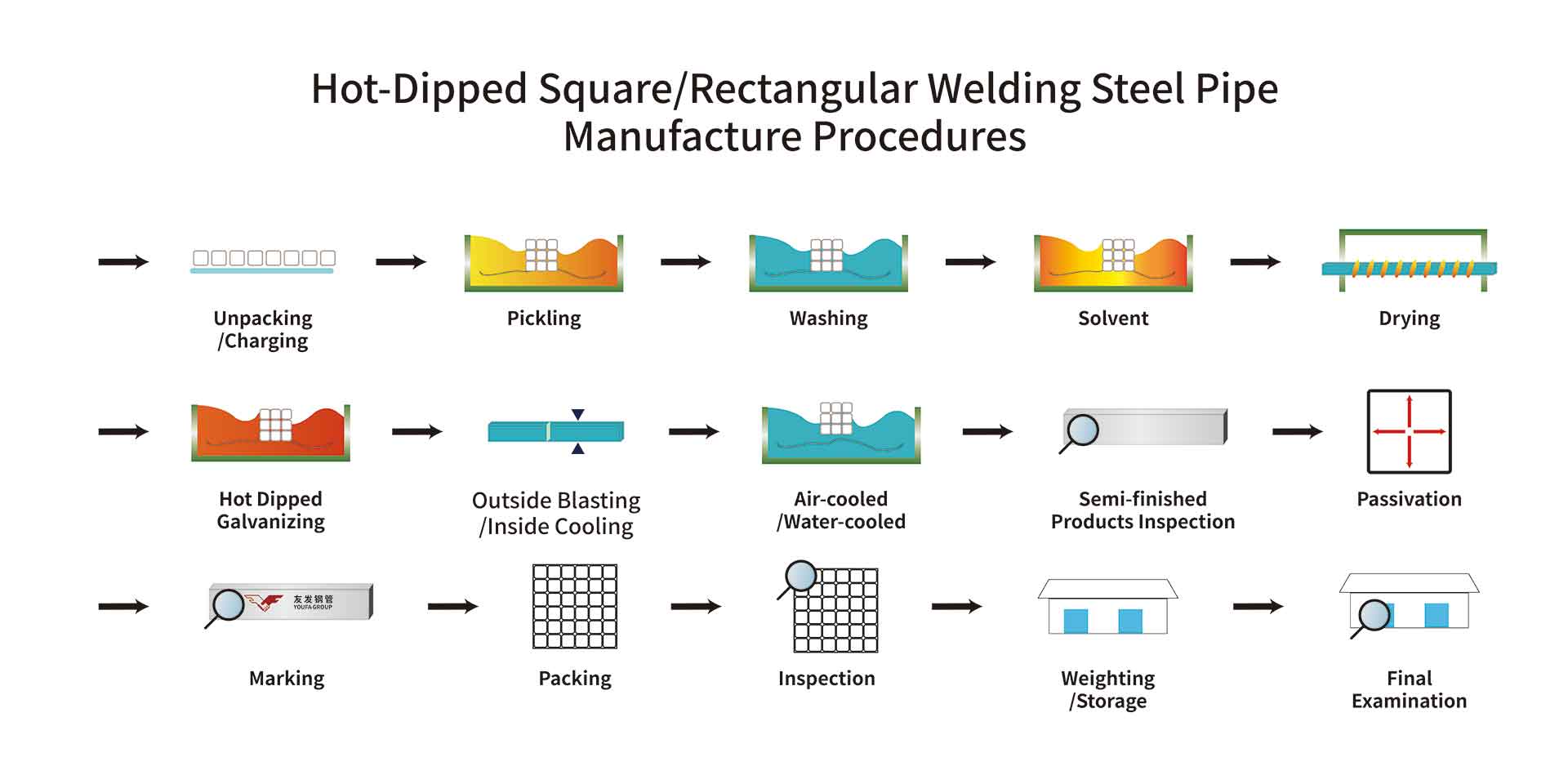
Feuerverzinktes quadratisches/rechteckiges Schweißstahlrohr
Herstellungsverfahren
01.Stahlrohr schweißen→02.Auspacken/Laden→03.Beizen→04.Waschen→05.Lösungsmittel→06.Trocknen→07.Feuerverzinkung→08.Außenstrahlen→09.Innenkühlung→10.Luftgekühlt/ Wassergekühlt→11.Halbzeuge Inspektion→12.Passivierung→13.Markierung→14.Verpackung→15.Inspektion→16.Gewichtung/Lagerung→17.Abschlussprüfung
ERW Öl- und Gaspipeline
Inspektionsflussdiagramm
01. Rohmaterialprüfung→02.Schweißen (metallografische Prüfung)→03.Außendurchmesser-Längenprüfung→04.Flachprüfung→05.Probenahme→06.Physikalische und chemische Prüfung→07.Hydraulische Prüfung→08.ZfP (zerstörungsfreie Prüfung)→ 09. Abschlussprüfung
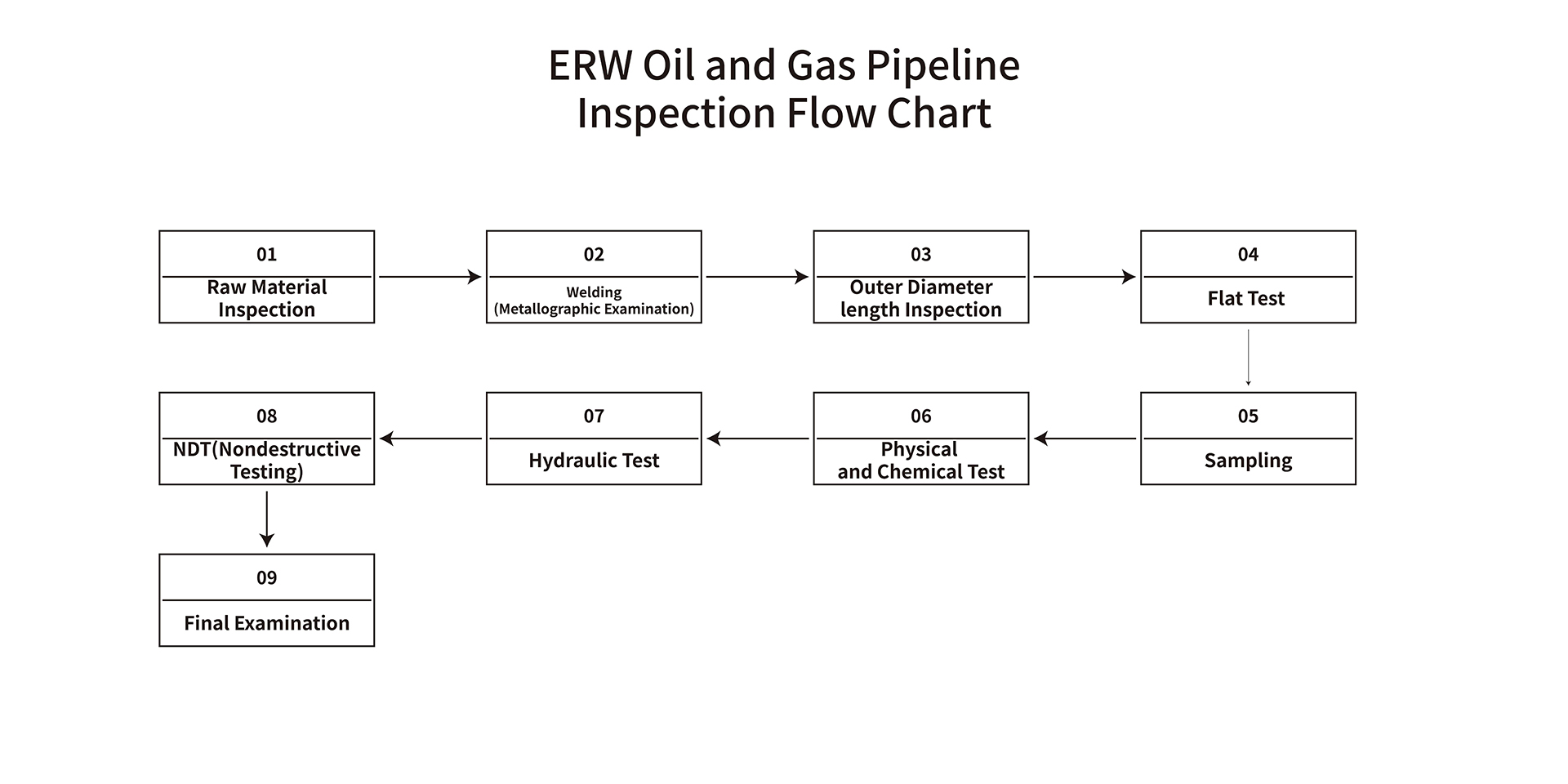
Wir testen Rohstoffe und Produktionsprozesse nach verschiedenen Standards, um sicherzustellen, dass die Produkte den Standards oder Vertragsanforderungen entsprechen.
01.Offenes Volumen→02.Korrektur/Der erste Schnitt/Geschweißt→03.Schlaufenspeicherung→04.Figurationssystem→05.Schweißen/Innen- und Außengrat entfernen→06.Wärmebehandlung der Schweißnaht→07.Luftgekühlt/Wassergekühlt abgekühlt/Festlegen des Durchmessers/Korrektur→08.Fliegender Sägeschnitt→09.Außenprüfung/Markierung→10.Ein glattes Ende und Abschrägung Ende→11.Hydraulische Prüfung→12.Ultraschallprüfung→13.Rohrende-Ultraschallprüfung→14.Gewichtung/Aufzeichnung→15.Einlagern
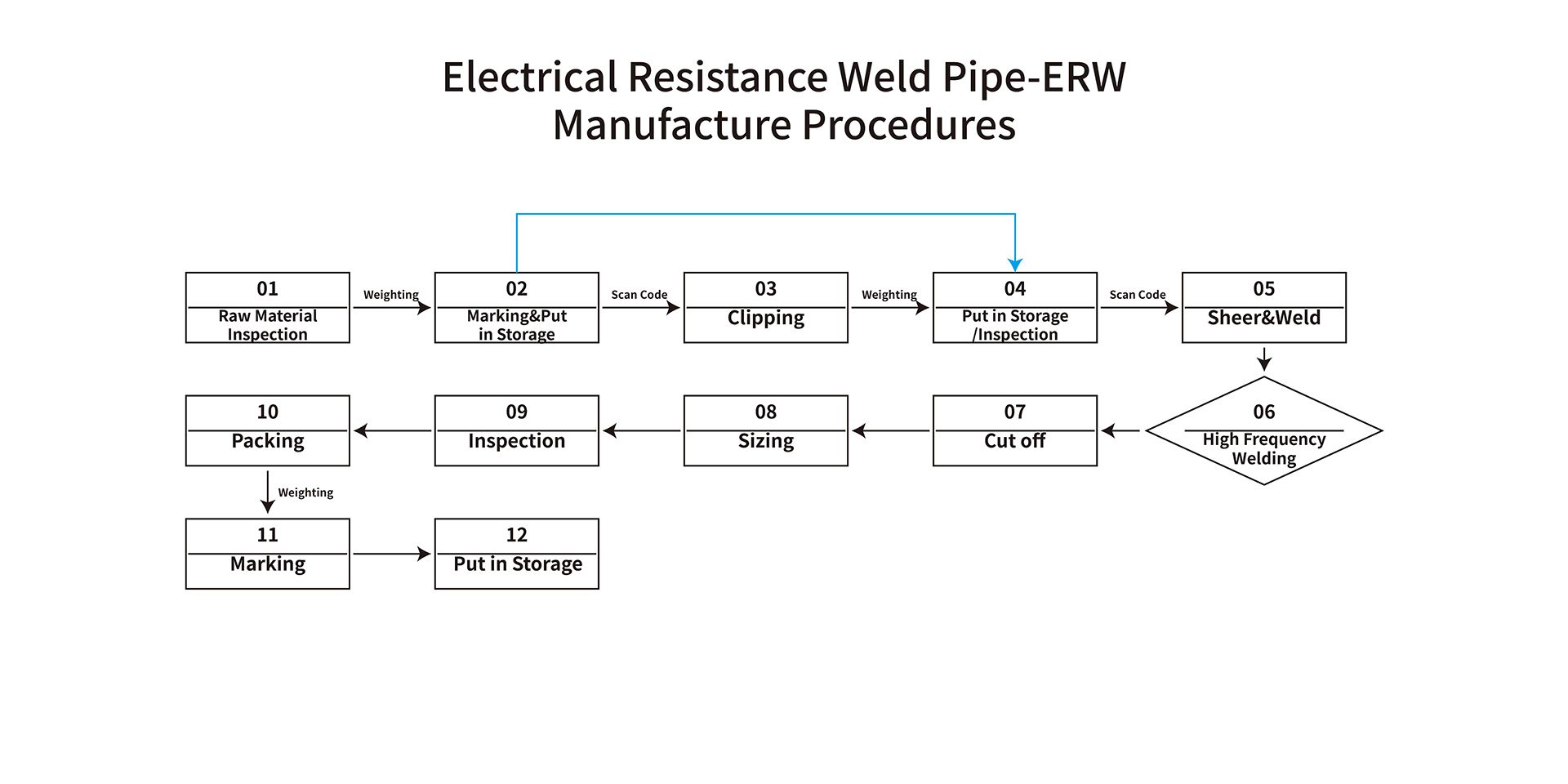
Elektrisches Widerstandsschweißrohr-ERW
Herstellungsverfahren
01. Rohmaterialinspektion→02.Markieren und einlagern→03.Ausschneiden→04.Einlagern/Inspektion→05.Scheren und Schweißen→06.Physikalische und chemische Prüfung→07.Abschneiden→08.Größenbestimmung→09.Inspektion→10. Verpackung→11.Gewichtung→12.Codes scannen
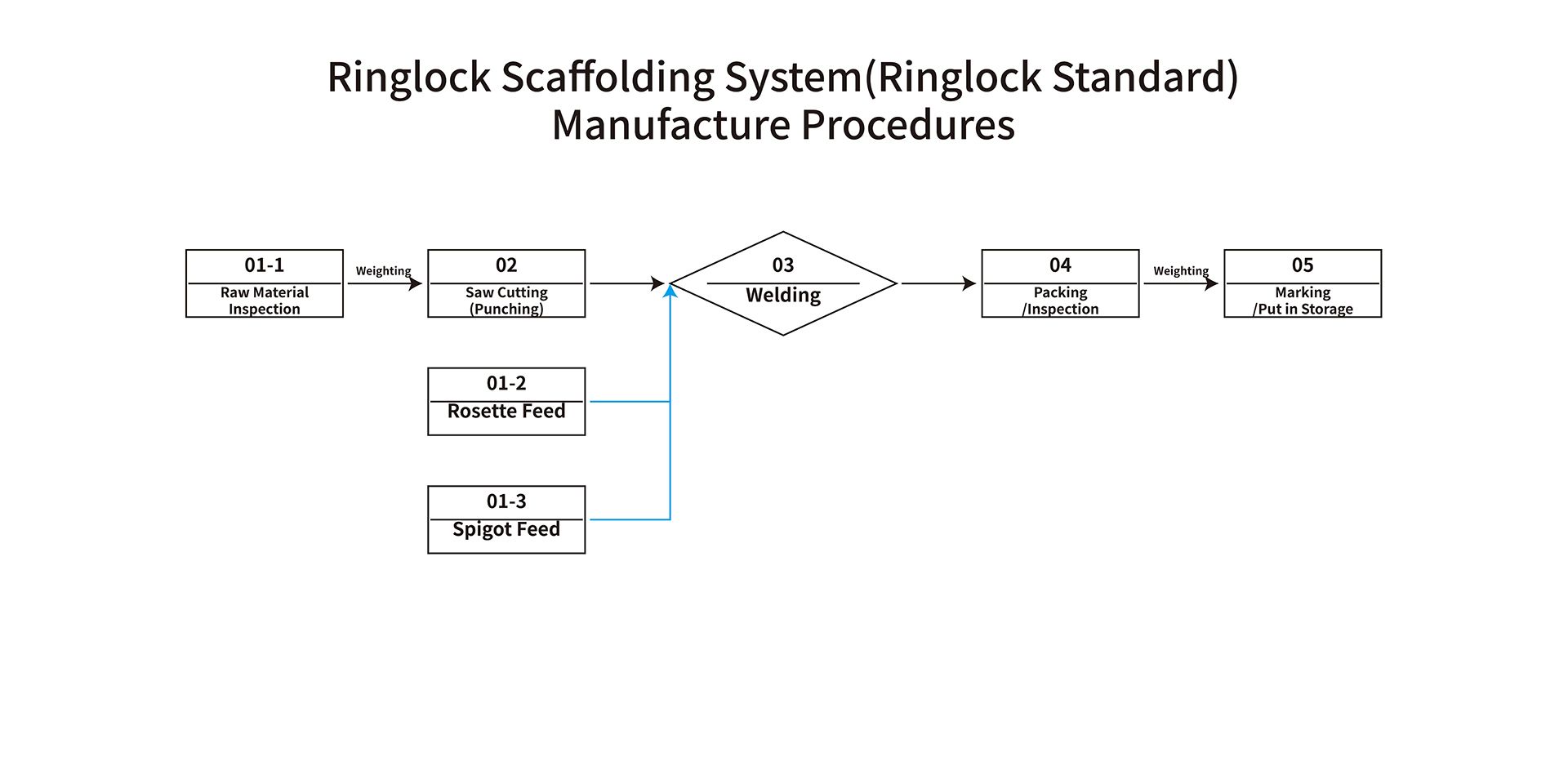
Ringlock-Gerüstsystem (Ringlock-Standard)
Herstellungsverfahren
01.Rohmaterialinspektion→02.Sägeschneiden (Stanzen)/Rosettenvorschub/Zapfenvorschub→03.Schweißen→04.Verpacken/Inspektion→05.Markieren/Einlagern
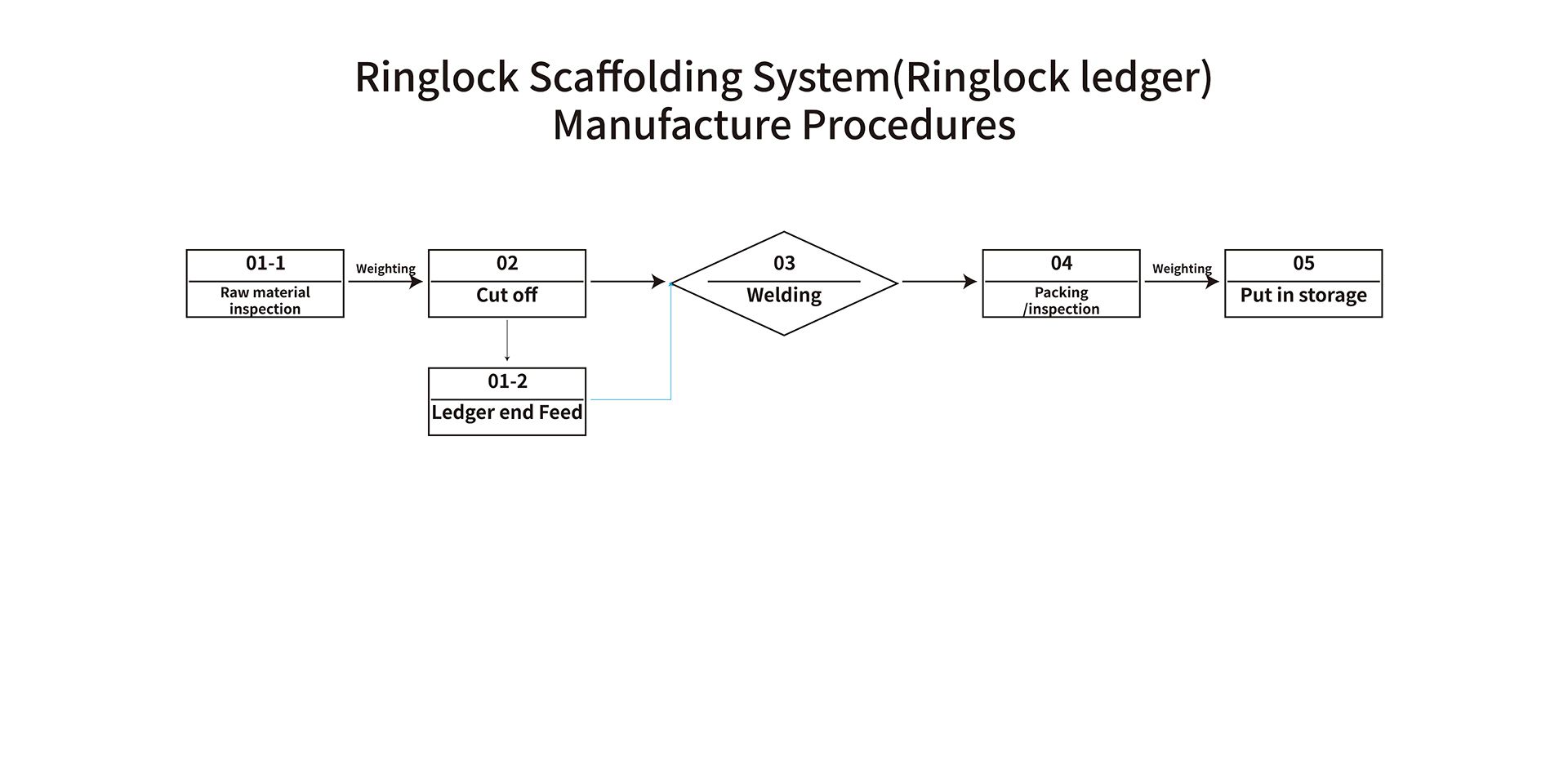
Ringlock-Gerüstsystem (Ringlock-Hauptbuch)
Herstellungsverfahren
01.Rohmaterialinspektion→02.Abschneiden/Riegelendenvorschub→03.Schweißen→04.Verpacken/Inspektion→05.Markieren/Einlagern
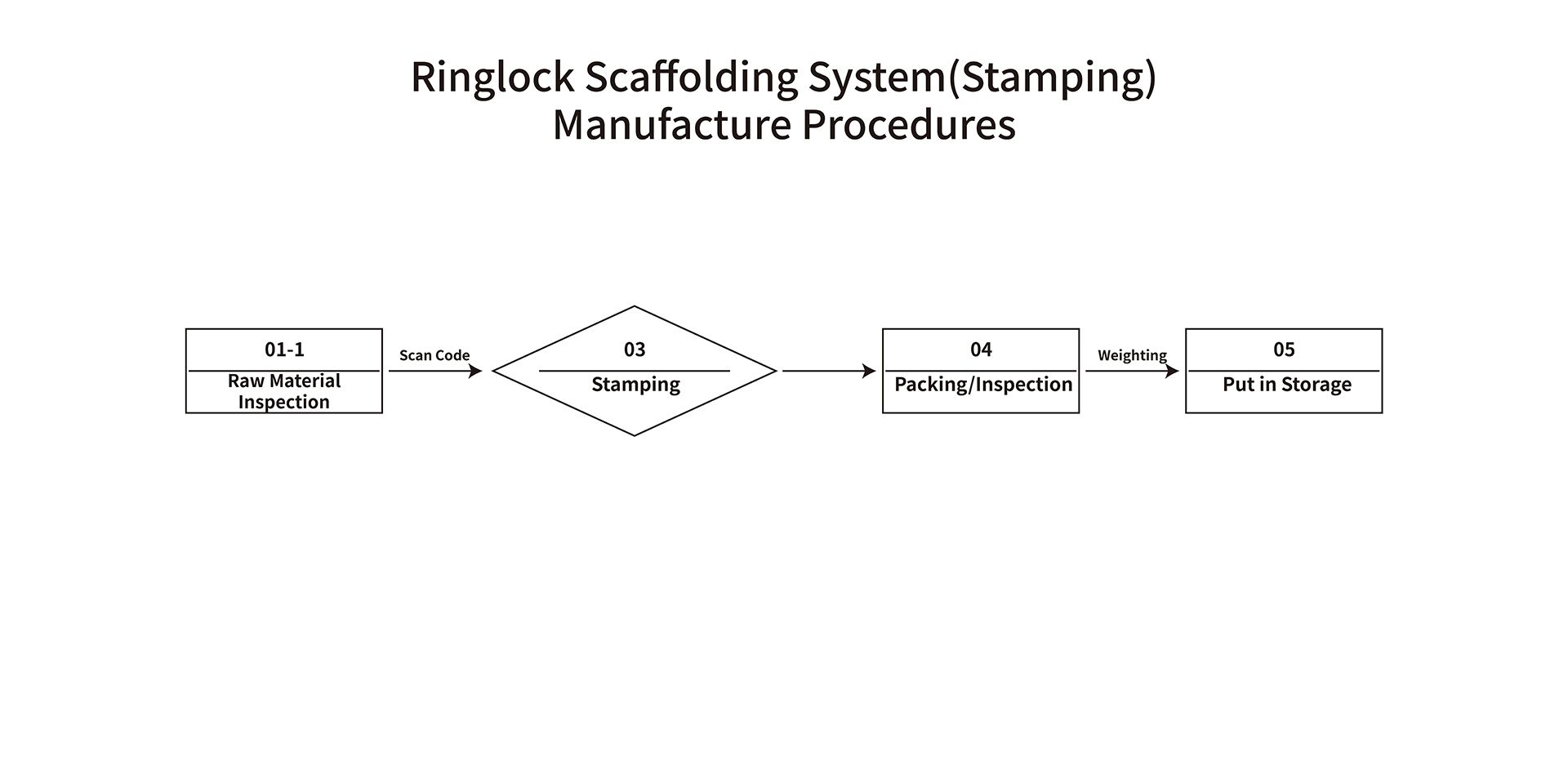
Ringlock-Gerüstsystem (Stempeln)
Herstellungsverfahren
01.Rohstoffinspektion→02.Stempeln→03.Verpacken/Inspektion→04.Einlagern
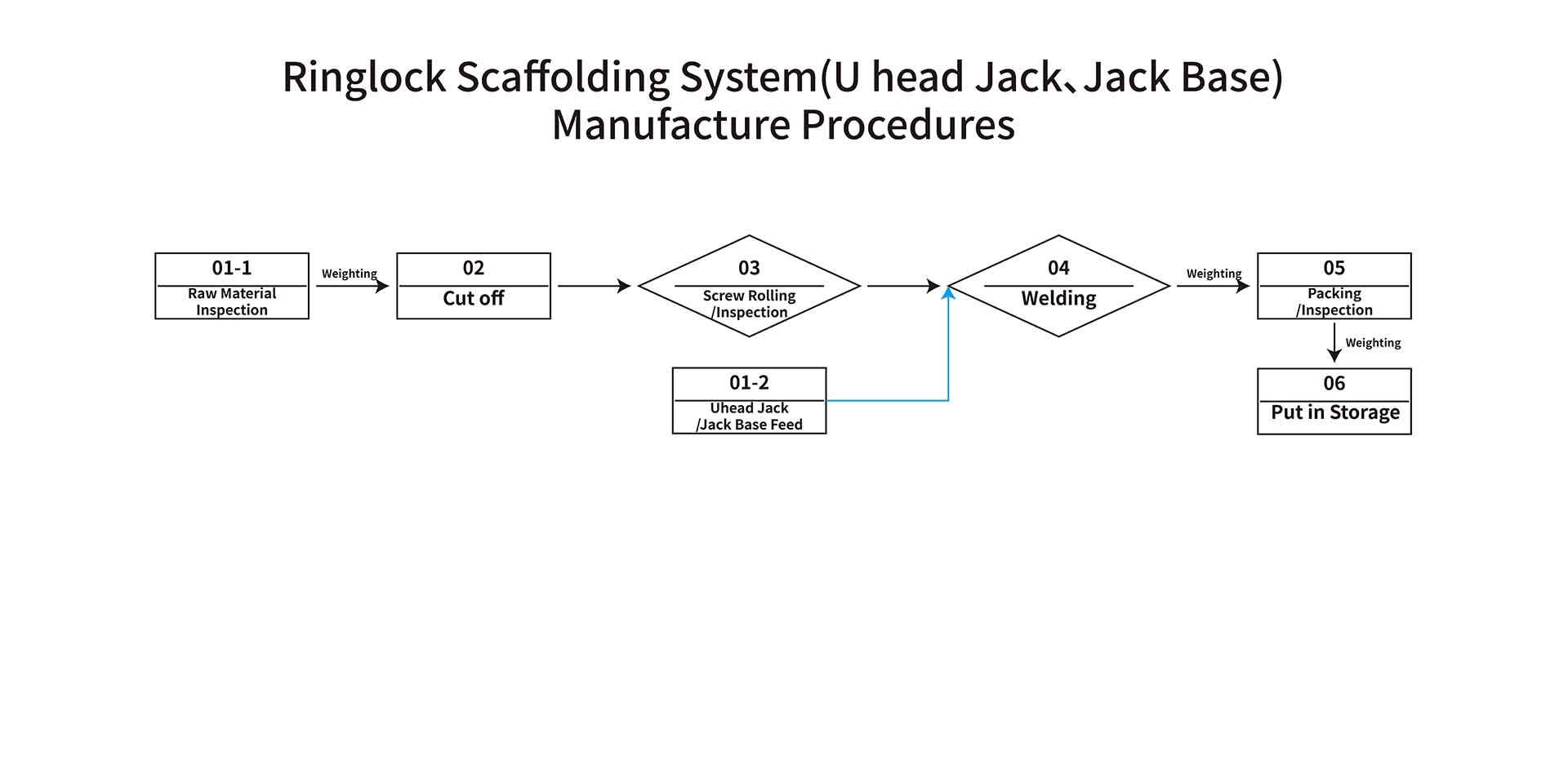
Ringlock-Gerüstsystem (U-Kopf-Wagenheber, Wagenheberbasis)
Herstellungsverfahren
01. Rohmaterialinspektion → 02. Abschneiden → 03. Schneckenwalzen/Inspektion/Uhead-Wagenheber/Wagenheber-Basisvorschub → 04. Schweißen → 05. Verpacken/Inspektion → 06. Einlagern
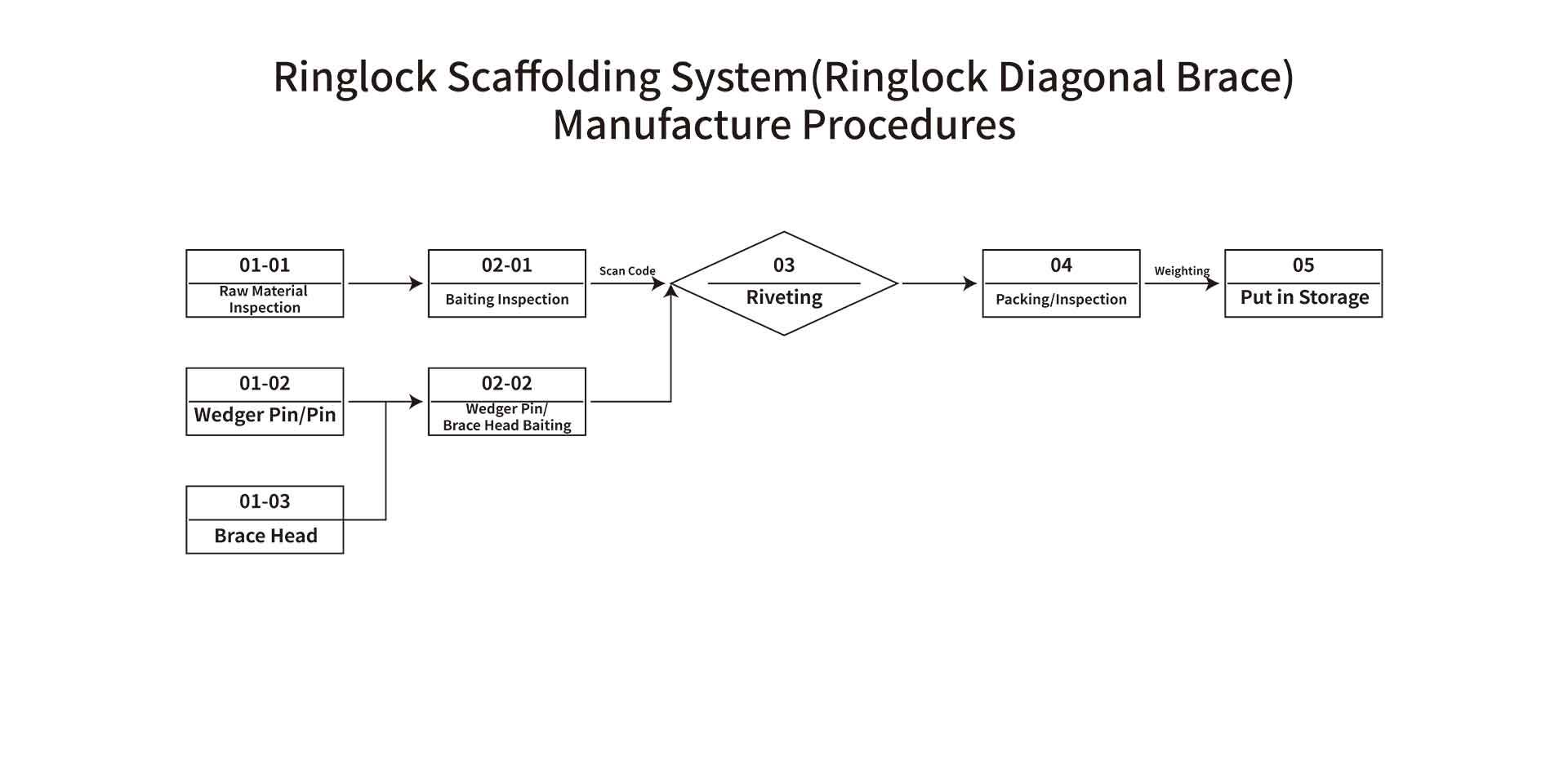
Ringlock-Gerüstsystem (Ringlock-Diagonalstrebe)
Herstellungsverfahren
01. Rohmaterialinspektion/Keilstift/Stift/Spannkopf → 02. Köderinspektion/Keilstift/Spannkopfköder → 03. Schweißen → 04. Verpackung/Inspektion → 05. Einlagern