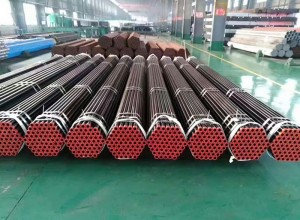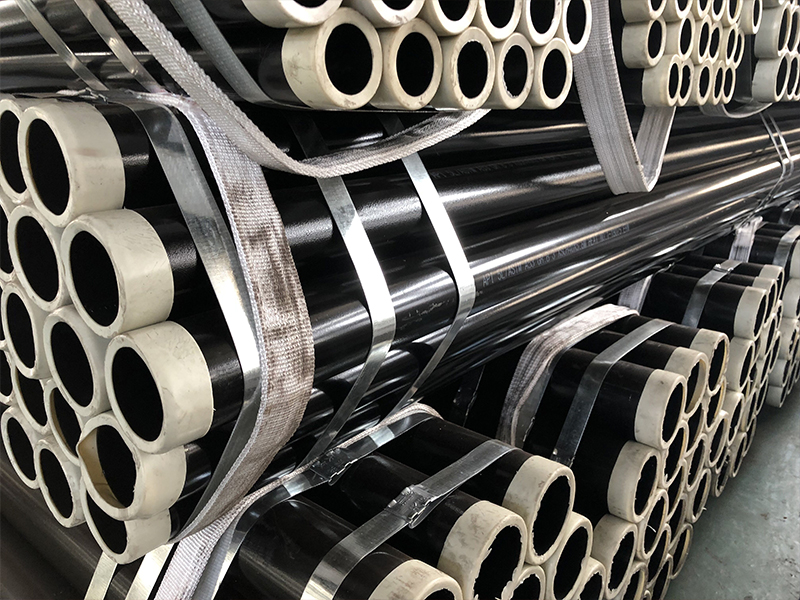

Mga Detalye ng API 5L Welded Steel Pipe
| Produkto | API 5L ASTM A53 Itim na Pininturahan na Welded Steel Pipe |
| Materyal | Karbon na Bakal |
| Baitang | Q235 = A53 Baitang B / A500 Baitang A Q345 = A500 Baitang B Baitang C |
| Pamantayan | API 5L/ASTM A53 |
| Mga detalye | ASTM A53 A500 sch10 – sch80 |
| Ibabaw | Pininturahan ng Itim |
| Mga Katapusan | Mga patag na dulo |
| Mga dulong may bevel |
Proseso ng Paggawa ng API 5L Welded Steel Pipe
Uri 1. Spiral Welded: Mga tubo na bakal na hinang gamit ang spiralay ginagawa sa pamamagitan ng spiral na pagwelding ng isang piraso ng bakal, na bumubuo ng isang helical seam. Ang prosesong ito ay nagbibigay-daan para sa produksyon ng mga tubo na may malalaking diyametro at kadalasang mas matipid para sa ilang partikular na aplikasyon.
Patong at Paggamot:Upang mapahusay ang resistensya sa kalawang at tibay, ang mga tubong ito ay maaaring sumailalim sa iba't ibang proseso ng patong at paggamot, tulad ng fusion bonded epoxy (FBE) o three-layer polyethylene (3LPE) coatings.
Uri 2. Electric Resistance Welding (ERW):Ang mga gilid ng nabuo na bakal na piraso ay pinainit gamit ang electrical resistance. Pagkatapos ay inilalapat ang presyon upang pagdugtungin ang mga gilid, na lumilikha ng isang solid-state weld nang hindi nangangailangan ng filler material.
Uri 3.Paayon na Pagwelding:
Submerged Arc Welding (SAW): Ang mga gilid ng nabuo na tubo ay pinagsasama-samang hinang gamit ang proseso ng submerged arc welding, na kinabibilangan ng paggamit ng electric arc at granular flux upang lumikha ng isang mataas na kalidad at matibay na hinang.
Double Submerged Arc Welding (DSAW): Para sa mas makapal na mga tubo, ang parehong panloob at panlabas na mga tahi ay hinango, na tinitiyak ang kumpletong pagtagos at lakas.