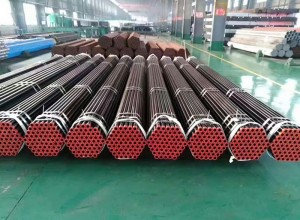

Sonraí Píopa Cruach Táthaithe API 5L
| Táirge | Píopa Cruach Táthaithe Péinteáilte Dubh API 5L ASTM A53 |
| Ábhar | Cruach Carbóin |
| Grád | Q235 = A53 Grád B / A500 Grád A Q345 = A500 Grád B Grád C |
| Caighdeánach | API 5L/ASTM A53 |
| Sonraíochtaí | ASTM A53 A500 sch10 – sch80 |
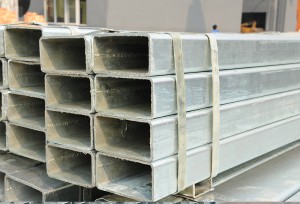
| Dromchla | Péinteáilte Dubh |
| Críochnaíonn | foircinn shimplí |
| Foircinn beveled |
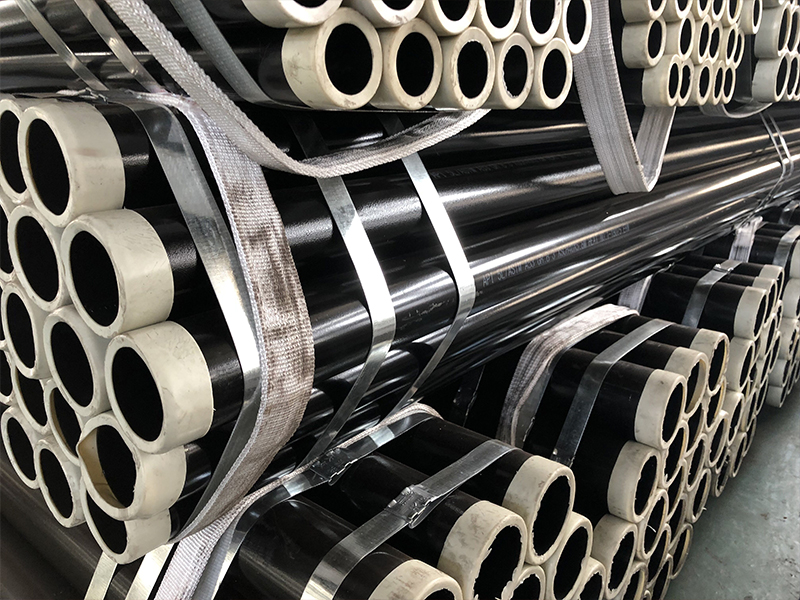
Próiseas Déantúsaíochta Píopa Cruach Táthaithe API 5L
Cineál 1. Táthaithe Bíseach: Píopaí cruach táthaithe bíseachDéantar iad a mhonarú trí stiall cruach a tháthú go bíseach, rud a chruthaíonn uaim héilicseach. Ceadaíonn an próiseas seo táirgeadh píopaí le trastomhas mór agus is minic a bhíonn sé níos costéifeachtaí le haghaidh feidhmeanna áirithe.
Cumhdach agus Cóireáil:Chun friotaíocht creimeadh agus marthanacht a fheabhsú, féadfaidh na píopaí seo dul faoi phróisis sciath agus cóireála éagsúla, amhail sciath eapocsa nasctha le chéile (FBE) nó sciath poileitiléine trí shraith (3LPE).
Cineál 2. Táthú Friotaíochta Leictrí (ERW):Déantar imill na stiall cruach foirmithe a théamh ag baint úsáide as friotaíocht leictreach. Cuirtear brú i bhfeidhm ansin chun na himill a bhrionnú le chéile, rud a chruthaíonn táthú soladstaide gan gá le hábhar líonta.
Cineál 3.Táthú Fadaimseartha:
Táthú Stua Tumtha (SAW): Déantar imill na píopa foirmithe a tháthú le chéile ag baint úsáide as an bpróiseas táthú stua tumtha, lena n-úsáidtear stua leictreach agus flosc gráinneach chun táthú láidir ardchaighdeáin a chruthú.
Táthú Stua Dúbailte Tumtha (DSAW): I gcás píopaí níos tibhe, táthaítear na seams istigh agus lasmuigh araon, rud a chinntíonn treá agus neart iomlán.