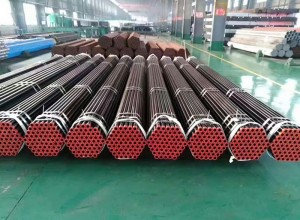

ລາຍລະອຽດທໍ່ເຫຼັກເຊື່ອມ API 5L
| ຜະລິດຕະພັນ | API 5L ASTM A53 ທໍ່ເຫຼັກເຊື່ອມທາສີດຳ |
| ວັດສະດຸ | ເຫຼັກກາກບອນ |
| ຊັ້ນຮຽນ | Q235 = A53 ເກຣດ B / A500 ເກຣດ A Q345 = A500 ເກຣດ B ເກຣດ C |
| ມາດຕະຖານ | API 5L/ASTM A53 |
| ລາຍລະອຽດສະເພາະ | ASTM A53 A500 sch10 – sch80 |
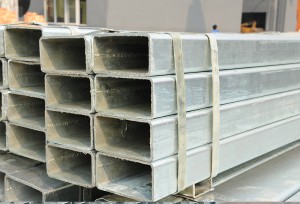
| ພື້ນຜິວ | ທາສີດຳ |
| ສິ້ນສຸດ | ປາຍທຳມະດາ |
| ປາຍມຸມ |
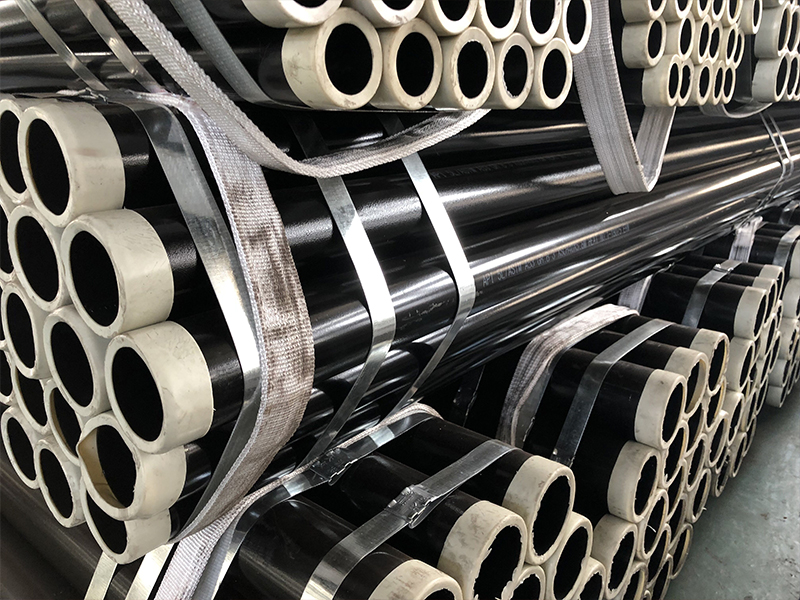
ຂະບວນການຜະລິດທໍ່ເຫຼັກ API 5L ເຊື່ອມ
ປະເພດ 1. ຮອຍຕໍ່ກ້ຽວວຽນ: ທໍ່ເຫຼັກເຊື່ອມຮູບກ້ຽວວຽນຜະລິດໂດຍການເຊື່ອມໂລຫະແຜ່ນເຫຼັກເປັນຮູບກ້ຽວວຽນ, ປະກອບເປັນຮອຍຕໍ່ເປັນຮູບກ້ຽວວຽນ. ຂະບວນການນີ້ຊ່ວຍໃຫ້ສາມາດຜະລິດທໍ່ທີ່ມີເສັ້ນຜ່າສູນກາງຂະໜາດໃຫຍ່ ແລະ ມັກຈະມີປະສິດທິພາບດ້ານຕົ້ນທຶນຫຼາຍກວ່າສຳລັບການນຳໃຊ້ສະເພາະ.
ການເຄືອບ ແລະ ການປິ່ນປົວ:ເພື່ອເພີ່ມຄວາມຕ້ານທານການກັດກ່ອນ ແລະ ຄວາມທົນທານ, ທໍ່ເຫຼົ່ານີ້ອາດຈະຜ່ານຂະບວນການເຄືອບ ແລະ ການປຸງແຕ່ງຕ່າງໆ, ເຊັ່ນ: ການເຄືອບອີພອກຊີປະສົມຟິວຊັນ (FBE) ຫຼື ການເຄືອບໂພລີເອທິລີນສາມຊັ້ນ (3LPE).
ປະເພດ 2. ການເຊື່ອມໂລຫະຕ້ານທານໄຟຟ້າ (ERW):ຂອບຂອງແຜ່ນເຫຼັກທີ່ສ້າງຂຶ້ນແລ້ວຈະຖືກໃຫ້ຄວາມຮ້ອນໂດຍໃຊ້ຄວາມຕ້ານທານໄຟຟ້າ. ຫຼັງຈາກນັ້ນ, ຄວາມກົດດັນຈະຖືກນຳໃຊ້ເພື່ອຕີຂອບເຂົ້າກັນ, ສ້າງເປັນຮອຍເຊື່ອມແບບແຂງໂດຍບໍ່ຕ້ອງໃຊ້ວັດສະດຸເຕີມ.
ປະເພດທີ 3.ການເຊື່ອມໂລຫະຕາມລວງຍາວ:
ການເຊື່ອມດ້ວຍໄຟຟ້າແບບຈົມ (SAW): ຂອບຂອງທໍ່ທີ່ສ້າງຂຶ້ນແລ້ວແມ່ນເຊື່ອມເຂົ້າກັນໂດຍໃຊ້ຂະບວນການເຊື່ອມດ້ວຍໄຟຟ້າແບບຈົມ, ເຊິ່ງກ່ຽວຂ້ອງກັບການໃຊ້ໄຟຟ້າ ແລະ ຟລັກຊ໌ທີ່ເປັນເມັດເພື່ອສ້າງຮອຍເຊື່ອມທີ່ມີຄຸນນະພາບສູງ ແລະ ແຂງແຮງ.
ການເຊື່ອມດ້ວຍວິທີ Double Submerged Arc Welding (DSAW): ສຳລັບທໍ່ທີ່ໜາກວ່າ, ທັງຮອຍຕໍ່ພາຍໃນ ແລະ ພາຍນອກຈະຖືກເຊື່ອມ, ຮັບປະກັນການເຈາະ ແລະ ຄວາມແຂງແຮງທີ່ສົມບູນ.