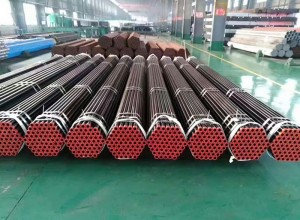

Podrobnosti o varjenih jeklenih ceveh API 5L
| Izdelek | API 5L ASTM A53 Črno barvana varjena jeklena cev |
| Material | Ogljikovo jeklo |
| Razred | Q235 = A53 stopnja B / A500 stopnja A Q345 = A500 Razred B Razred C |
| Standardno | API 5L/ASTM A53 |
| Specifikacije | ASTM A53 A500 št. 10 – št. 80 |
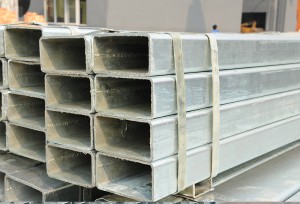
| Površina | Pobarvano črno |
| Konča | Navadni konci |
| Poševni konci |
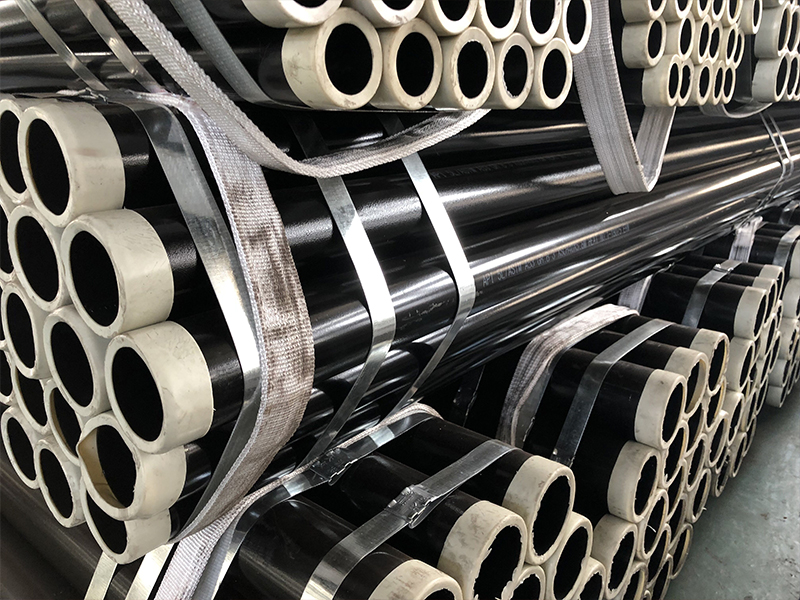
Postopek izdelave varjenih jeklenih cevi API 5L
Tip 1. Spiralno varjeno: Spiralno varjene jeklene ceviIzdelujejo se s spiralnim varjenjem jeklenega traku, pri čemer se tvori spiralni šiv. Ta postopek omogoča proizvodnjo cevi velikega premera in je za določene aplikacije pogosto stroškovno učinkovitejši.
Premaz in obdelava:Za izboljšanje odpornosti proti koroziji in trajnosti so te cevi lahko podvržene različnim postopkom premazovanja in obdelave, kot so na primer epoksidni premazi s taljenjem (FBE) ali troslojni polietilenski premazi (3LPE).
Tip 2. Električno uporovno varjenje (ERW):Robovi oblikovanega jeklenega traku se segrejejo z električnim uporom. Nato se s pritiskom robovi skovajo skupaj, kar ustvari trdno zvarno vez brez potrebe po dodatnem materialu.
Tip 3.Vzdolžno varjenje:
Varjenje pod prašnim lokom (SAW): Robovi oblikovane cevi so zvarjeni skupaj s postopkom varjenja pod prašnim lokom, ki vključuje uporabo električnega loka in granuliranega fluksa za ustvarjanje visokokakovostnega in močnega zvara.
Dvojno varjenje pod prašnim lokom (DSAW): Pri debelejših ceveh so varjeni tako notranji kot zunanji šivi, kar zagotavlja popolno penetracijo in trdnost.